Jag var sugen på att testa något nytt. Hade sett på internet att vissa byggde välvda lådor genom att lägga lager på lager av mdf. många sågade ut hela formar av mdf, men då går ohyggliga mängder mdf åt. Många använde dess utom cnc fräsar för att såga ut åtminstone mallen, om inte alla delar till bygget. Här nedan finner ni bilder och beskrivning till hur jag gick till väga för att lösa alla problem billigt och utan en massa specialverktyg. Bandsågen går enkelt att byta ut mot en sticksåg. Handöverfräs är väl egentligen det enda verktyg som man i princip måste ha för att få detta bygge att gå ihop.
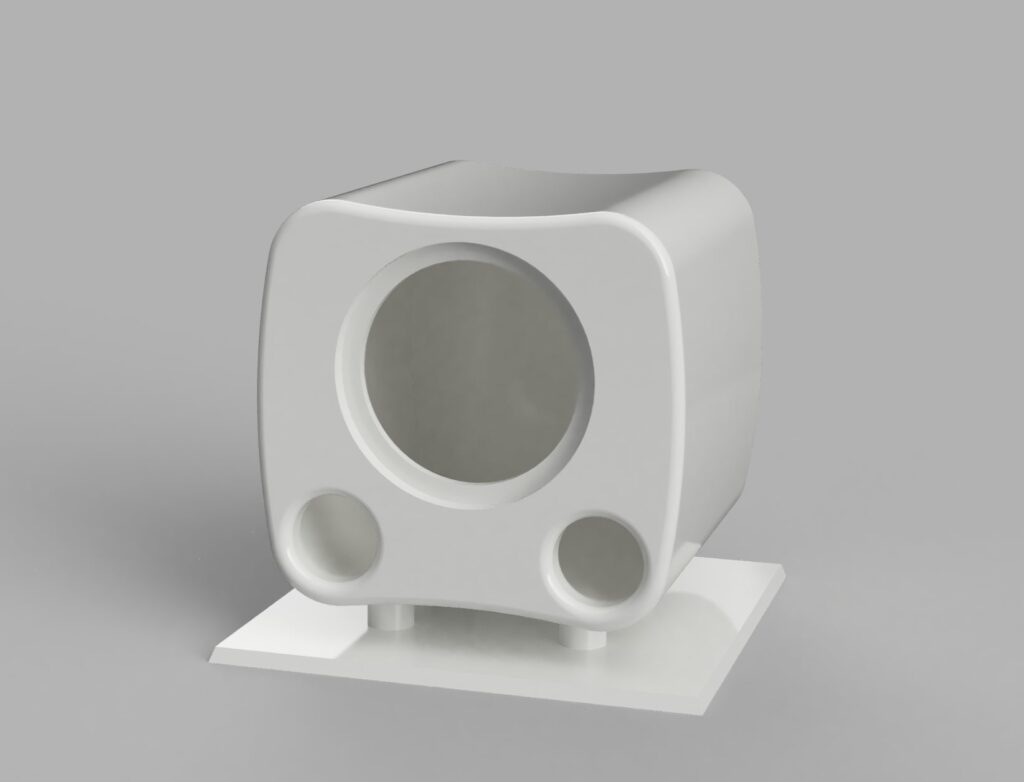
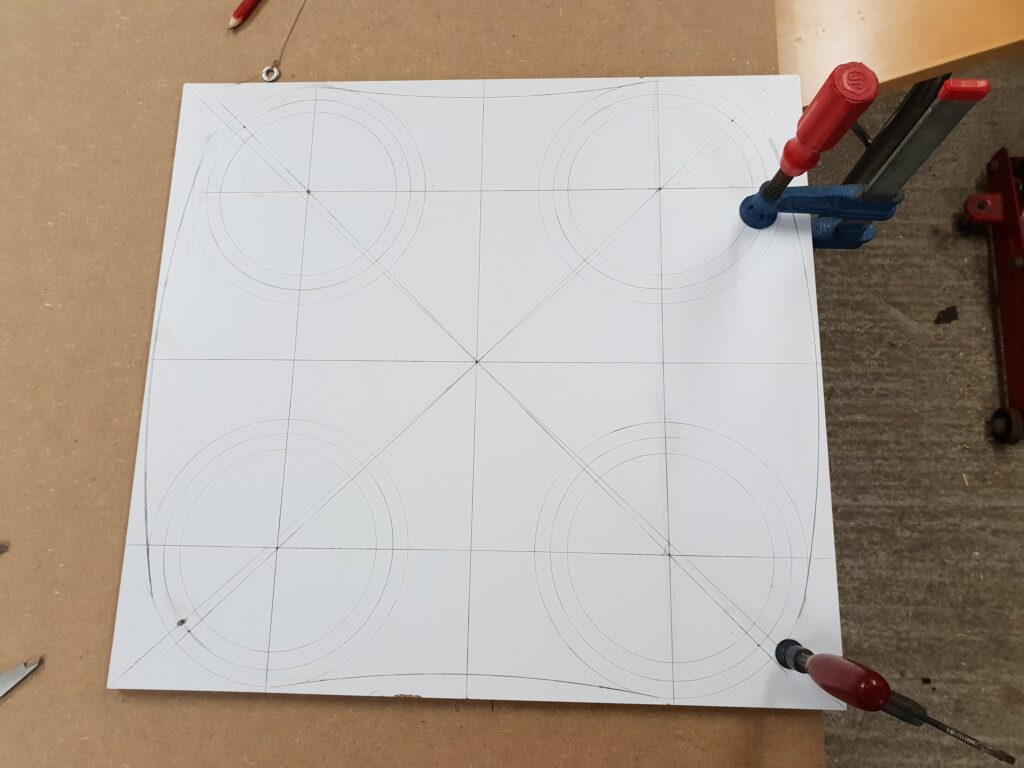
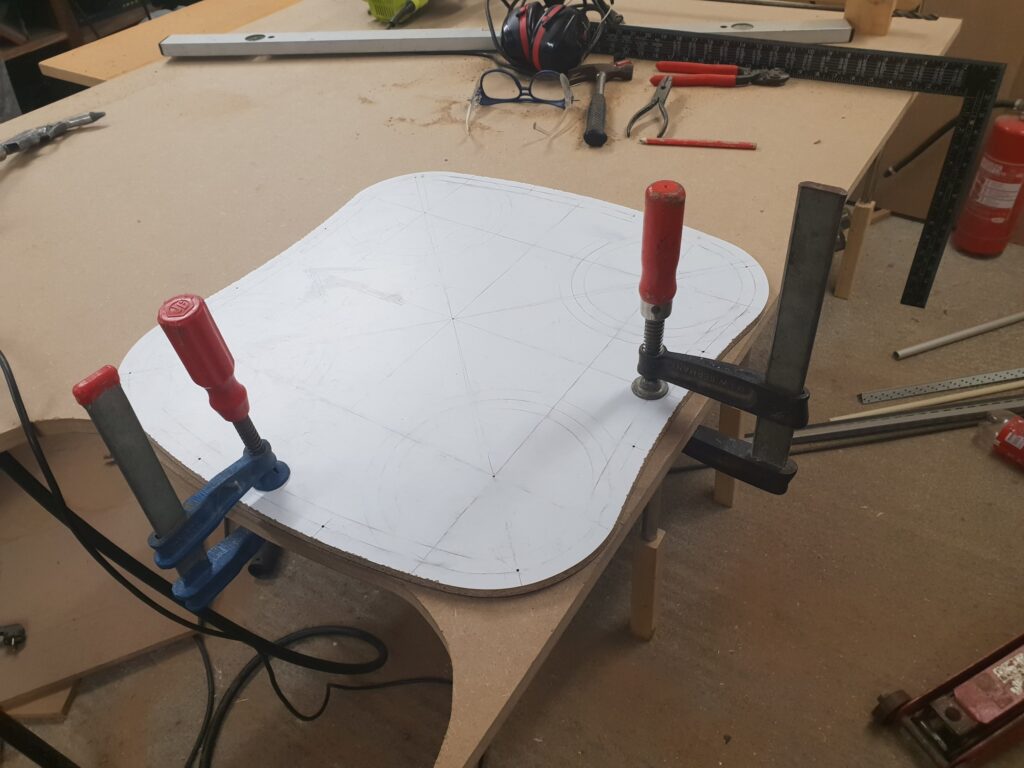
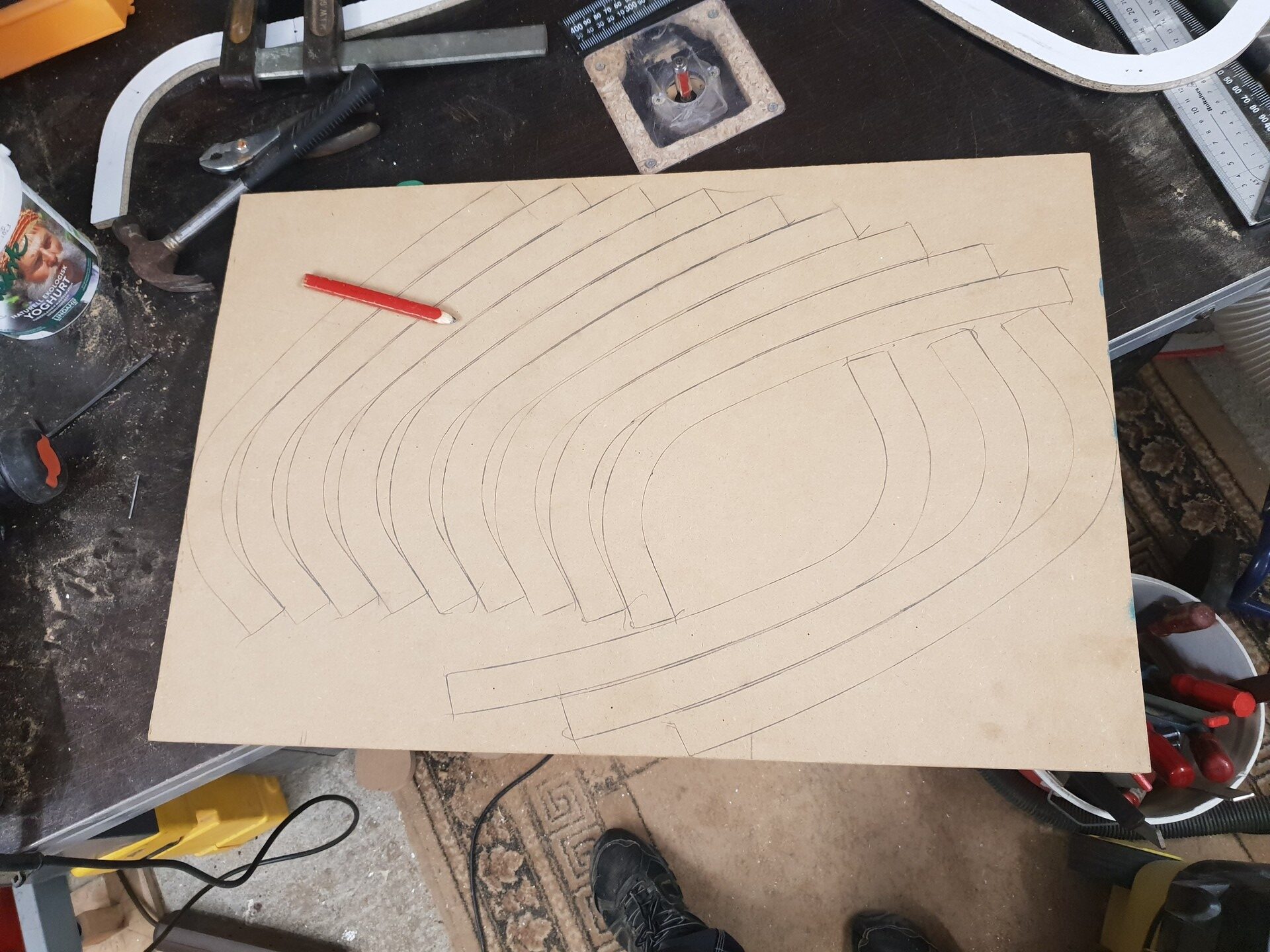
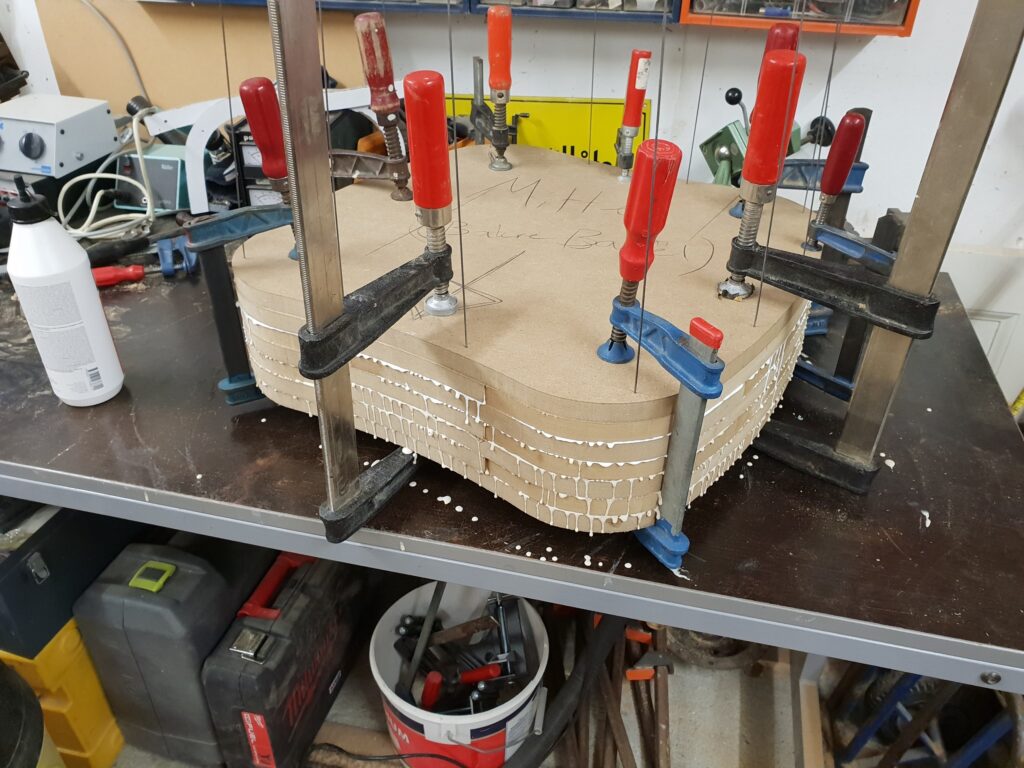
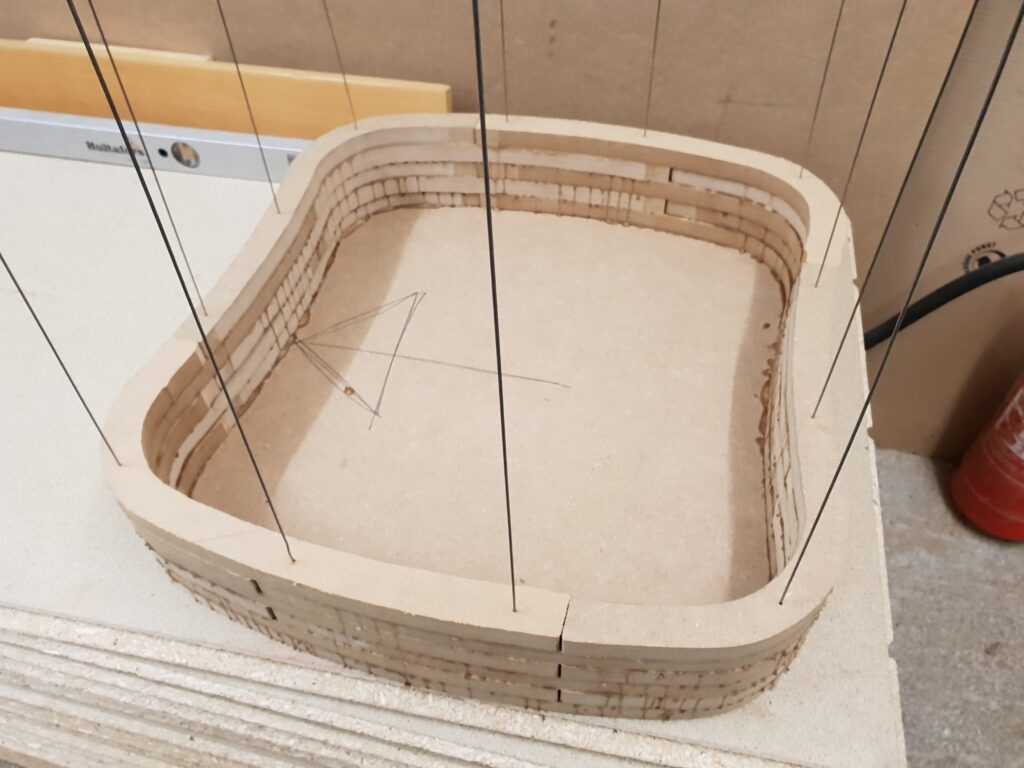
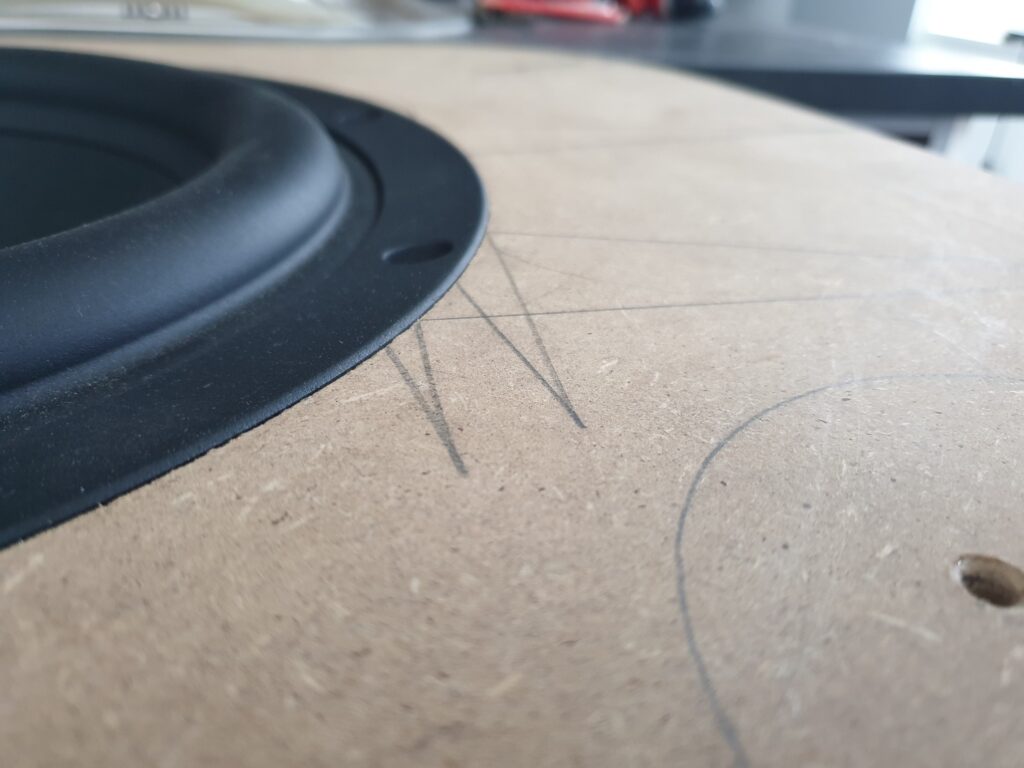
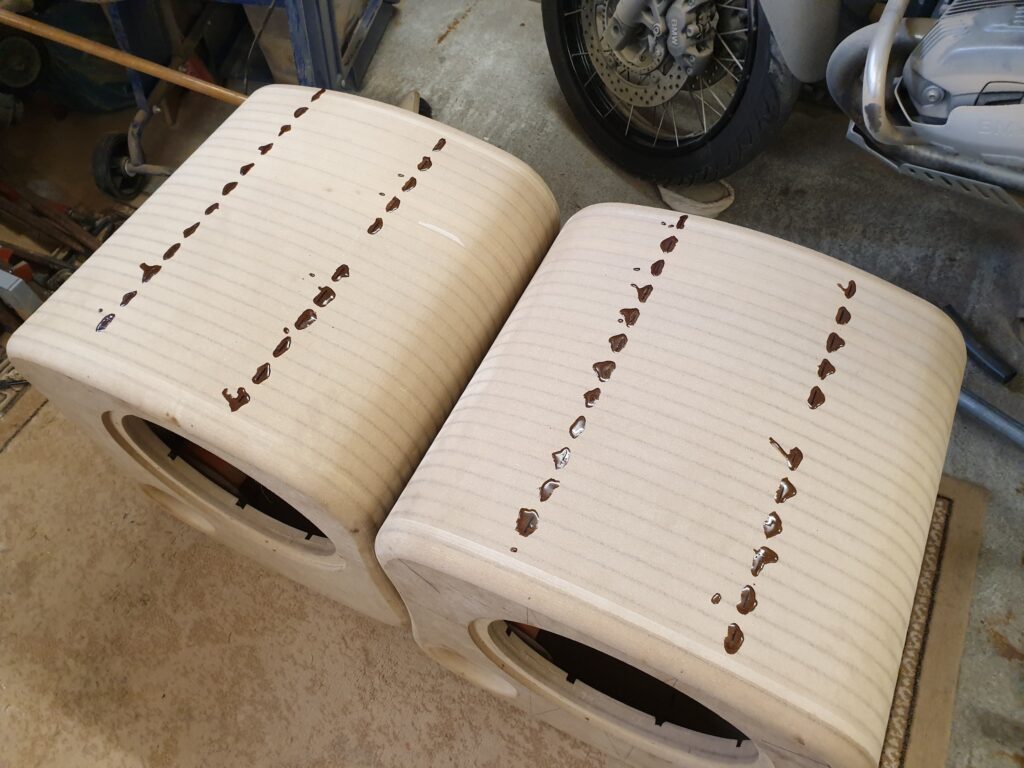
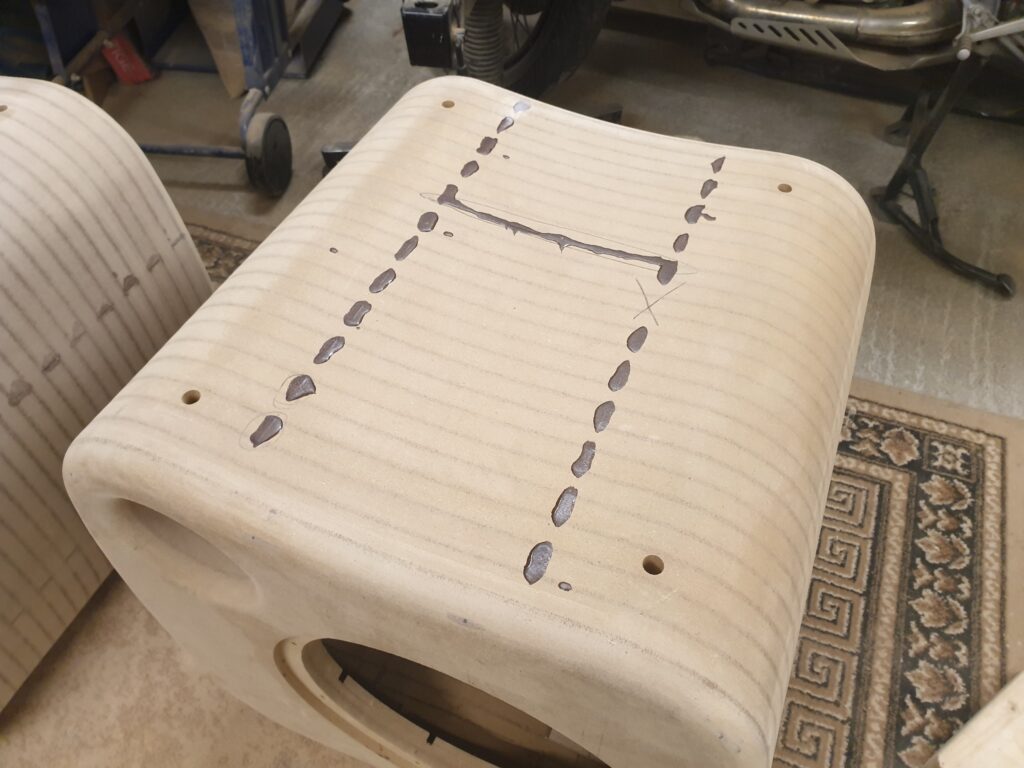
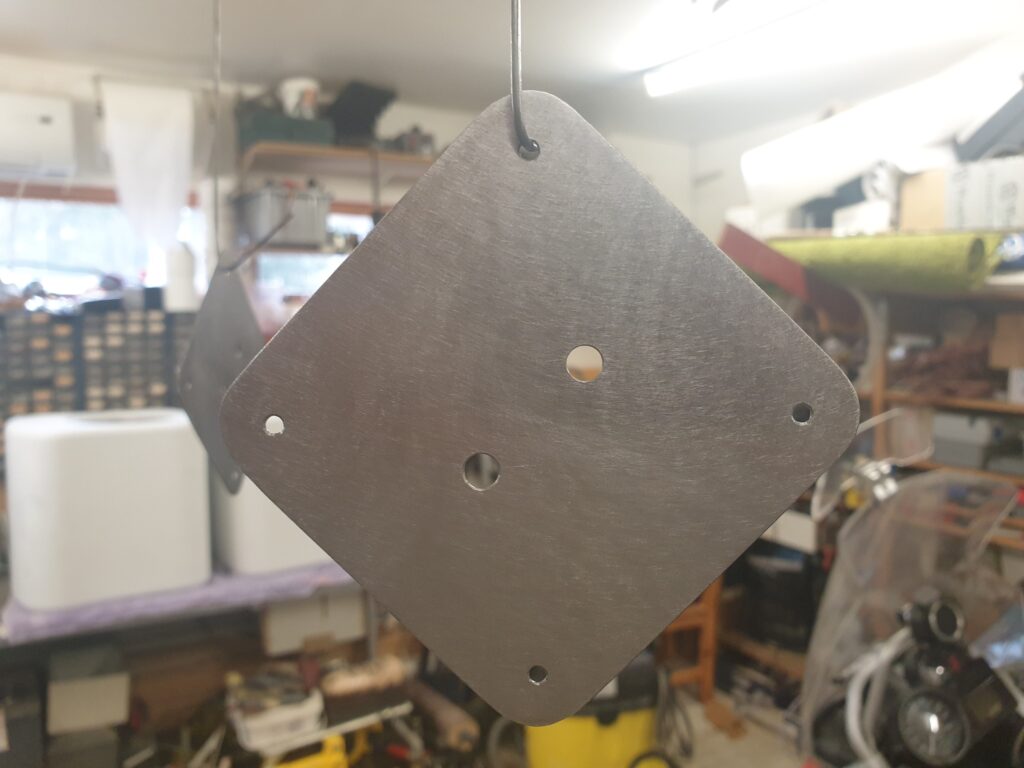
Här är första utkastet från fusion 360, vilket jag senare kommer avvika från av olika anledningar.Här är elementen som används. SB Acoustics SB34SWPL76-3-DV. Glaset är bara där som referens.Jag började med att rita upp en mall för hand. Detta är den del som man bör lägga lite mer krut på. Det kan vara värt att lägga lite mer pengar på denna del då precisionen på denna är en klar begränsande faktor. Skivan som mallen tillverkades av är ovansidan av en torktumlare.Här är jiggen jag använde för att fräsa ut de kurvor av mallen med stor radie. Den långa borren finns bara där för att få lite mer styvhet i konstruktionen. Gängstången ser till att radien inte varierar.Här börjar jag markera ut och såga till fram och bakstycken till högtalaren. Till övriga bitar kommer jag såga isär mallen till mindre delar.Sågar alla delar nära linjen med bansågen innan de fräses ut. Detta sparar jättemycket material då bandsågbladet är så tunt jämfört med ett frässtål.Gjorde styrande hål i delarna för att se till att de hålls stadigt på plats när jag fräser ut alla delar efter mallen.Fram och baksidor frästa.Här har jag sågat ut en del av mallen för att kunna tillverka delar som håller i basportsröret.Behövde några stycket för att konstruktionen skulle bli stabil.Började använda upp alla spillbitar av 19mm mdf för att slippa köpa så mycket. Anledningen till att det är 19mm mdf och inte tjockare, vilket hade lett till mindre arbete, är för att 19mm är den sorten som är billigast per kubikmeter.Såhär kommer bitarna att ligga. Passformen är inte perfekt men det löses sedan med att slipa till lådan från utsidan.Sågade till en bunt bitar i taget för att limma, allt för att få så mycket omväxling som möjligt, så att man inte tröttnar.Här är fösta omgången limning. Använder ett lock för att sprida ut kraften.Svetstrådarna ser till att alla lager hamnar så gott som rakt. Det är även därför jag endast limmar några lager i taget. Då kan locket hjälpa till att styra upp formen. Svetstrådarna är placerade på ett sådant sett så att endast 2 olika formade delar behövs för hela konstruktionen, samt att de kan sitta alternerande för att det skall bli så stabilt som möjligt.Här sågar jag ut ett stabiliceringsstag som skall sitta monterat i mitten av lådan. Det är väldigt smidigt att ha en bordsmonterad hand”under”fräs till detta. Jiggen är egenbyggd och i den sitter den billigaste fräsen från jula. Det fungerar klockrent.Hålet nere till höger är alltså ännu ett stag till porten.Ju fler lager desto konstigare tvingar måste jag använda. Här använder jag 6st egentillverkade limknektar.Lagren börjar växa fram.Många lager blir det.Snart börjar det närma sig en framsida.Nu saknas i princip bara limningen av baffeln. Men innan detta måste problemet med hur saker skall rundas av lösas.Det var näst intill omöjligt att få tag på en avrundningsfräs för de europeiska handöverfräsarna som hade en tillräckligt stor radie. Jag fick därför tillverka min egna istället. Axeln är en 8mm kromad axel som kommer från sidoanhållet på en gammal handöverfräs. Stålet som fräser är från en cirkelsågsklinga. Kullagret är något som jag hade liggande. Sågade ut bladen med vinkelslipen då stålet är ett verktygsstål som inte går att såga med varken sticksåg eller bågfil. Inte vad jag lyckades med iallafall. Slipade till rundningen med en dremel. Sedan svetsade jag ihop delarna med TIG-svetsen.På första testbiten hade jag fräsen lite för högt upp, vid lagret blev det ingen kant alls. Är förvånad att denna billiga jula fräs ens orkar köra detta stora frässtål.Då kunde högtalarbygget fortsättas genom att limma ihop 2 lager mdf till en baffel.Utfräsning för elementet.Första testet med elementet på plats. Skönt när man har bra ritningar tillgängliga för elementet så måtten stämmer från första början.Här får ni en storleksreferens till lådan. Elementet är en 12 tummare.Sätter i islagsmuttrar från baksidan. Kommer ALLDRIG någonsin använda dessa på ett seriöst hötalarbygge mer. De envisades med att ramla ur flera gånger när jag skulle montera elementet.Äntligen sista lagret på plats.Här har jag precis fräst ut kanterna mot röret. Jag valde ett markrör framför ett vanligt avloppsrör då de har en mycket torrare yta. De vanliga rören känns feta på ytan vilket gör att lim och färg inte fäster lika bra.Testade att sätta i ett litet 5.25 tums element för att se hur det spelade i en stor låda, det blev ganska bra tryck faktiskt.Här är mer inre stagning som skall sitta mellan bakstycket och den befintliga stagningen.Svårt att komma åt med tvingar och ville inte använda skruv. Därav användes vikter istället.Här är den lite mindre roliga biten av bygget, slipa. Började med att slipa bort alla höga punkter med vinkelslipen. Allt i hela garaget var dammigt efter detta.Jag blev också dammig.Köpte en banslip från biltema, Den fungerade utmärkt för att slipa till alla konvexa ytor. Men dög inte alls till att slipa de konkava ytorna.Jag hade ett långt slipband som jag skar av snett för att kunna rulla runt ett avloppsrör.Satte riktigt bra dubbelhäftande tejp på röret och gjorde med hjälp av en borrmaskin en riktigt bra slipmaskin. När Metabons växellåda är inställd på sköldpadda har man inte en chans att lyckas stoppa den, den är tokstark.Även de konkava ytorna blev nu mycket jämnt slipade.Här är alla lager på en gång. Man kan även skymta hur dammigt allt blev.Här har jag testat köra en runda med fräsen. Frässtålet är för stort för att passa i den handhållna fräsen. Lådan är rätt tung, så man blir inte så finkänslig när man drar lådan mot bordsfräsen.Båda lådorna frästa.Använde 2komp polyester för att fylla i alla små spår som blev av glappen mellan bitarna. Detta suger bra in i trät runt i kring.Likadant på undersidan.Här är lådan slipad och det är snart dax för lack.Försökte mig på att grundmåla lådorna.Försökte först med roller, rollern löstes upp sig av 2-komp färgen.Jag bestämde mig för att inte köra vidare på lackfronten på egen hand utan istället lämna dem till någon professionell. När man har lag ned så mycket jobb vill man få ett bra slutresultat! Under tiden lådorna är borta på lack kunde jag istället fokusera på att tillverka fötter och terminaler till lådorna.Fötterna skall tillverkas av en gammal drivaxel från en volvo 940.Markerade upp hur jag skulle såga med lite maskeringstejp. Här hade det varit najs med en sån där liten portabel bandsåg, det hart jag inte. Kapade allt med vinkelslipen. Efter att de var avsågade borrade jag och gängade dem. Som ni kan se valde jag en något för stor borr innan gängtappen, men det är inga stora krafter, så det gör inte något.Det viktigaste med tidigare steg var att inte sätta gängstången för djupt, detta hade lett till att man slipade bort spetsen. Detta mättes självklart i förväg.Här har jag kapat bort större delen av materialet.Sätter snurr på bitarna i borrmaskinen och slipar sedan med en flapdisk med vinkelslipen. Sedan arbeter jag mig uppåt med vanligt slippapper.Så gott som färdiga. Man kommer trotts allt inte se dem särskilt mycket.En uppsättning betongplattor att ställa högtalarna på skall tillverkas. Malles botten är en slät masonitskiva från en bokhylla.Lägger armeringsnät i betongen för att se till att plattorna inte går av på grund av vibrationerna. Valde vanlig finbetong. Körde med slagborrmaskinen mot ramen för att alla bubblor skulle försvinna.De höll när jag tog bort formen.Kommer slipa till alla kanter för att få en bättre finish.Lackar betongen för att få en lite mörkare ton.Monterar högtalarterminalerna på en plåt, måste se till att inte plåten få kontakt med terminalerna. Svarvade till några plastdistanser med hjälp av pelarborren.Här syns hur plasten används som en distans mot plåten.Ringarna ser till att inte kontakten skall nudda plåten.Testmontering innan slipning och målning.Valde grovt sandpapper för att få en borstad look.Då var det dax att montera allt.På med terminalen.Lådorna dämpas med ett bommulstäcke som häftas mot insidan.Första elementet monterat, andra på gång.Högtalarkablar med bananer.Allt på plats.